
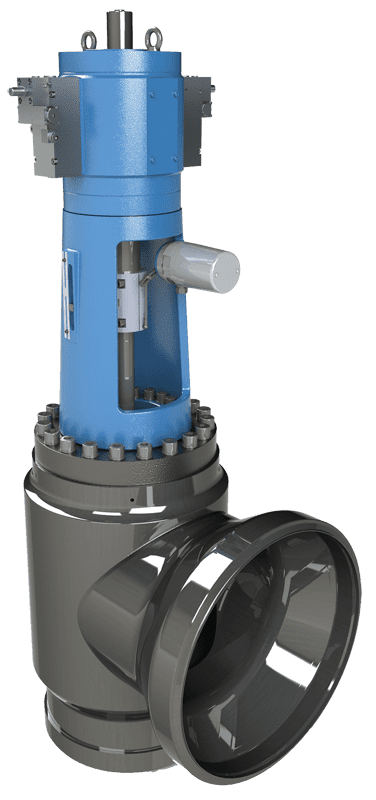
MSV Reheater Safety Valve
Three solenoid bypass valves (SBE) are provided between the upper and the lower piston chamber of the hydraulic actuator. Deenergizing one of these solenoid valves opens a flow path between the piston chambers and allows the steam pressure to open the safety valve. Due to the operating principle, the valve can be used with back pressures up to 0.5 x inlet pressure without influencing capacity or trip pressure.
After relief operation, the valve is re-closed and kept closed with hydraulic fluid forced through another solenoid valve APL. The high force provided by the hydraulic actuator keeps the valve tight for years of plant operation.
Three redundant pressure switches sense the system pressure and provide the trip signal for relief operation. The safety control cabinet SC contains the necessary relays to operate the solenoid valves and the test logic for regular testing of the safety valve function. Up to 4 parallel safety valves can be connected to one safety cabinet.
- Forged and bolted design with inlet separate from outlet.
- Material change between inlet and outlet is easily implemented.
- Backseat seals gland during the relief operation.
- Double acting hydraulic actuator to keep valve completely tight during the normal operation.
- Hydraulic power operated, to ensure high seat sealing force for constant tight shut-off.
- No spring required, steam pressure opens the valve.
- Three solenoid bypass valves are provided per actuator for redundancy.
- Complete system is type tested and has a type approval number from TÜV.
Product Specifications

Design code
- EN 12516-2
- Others upon request
Body style
- Angle type; flow-to-open
- Bolted or welded
Nozzle connection
- Butt-welding acc. to customer requirements
Steam data range
- 650ºC / 40-80 bar
Back pressure
- Max. 0.5 x inlet pressure
Seat/stem tightness
- Tight shut-off – EN 12266-1 Cl.B, MSSSP61 or ANSI/FCI 70.2 Cl. V.
Actuation
- Double-acting hydraulic actuator
Typical stroking time
- 2-3 seconds to open
Serviceability
- Replaceable stem/plug
- Bolted bonnet or pressurised sealed bonnet
Options
- Inlet/ outlet materials for compatibility with pipe materials
Orientation
- For serviceability, actuator on top recommended
Safety valve certificate
- EN 4126-5 (TRD 421) – Type approval available


Find your perfect flow control solution