
Company News
Naval biofouling control with breakthrough anti-fouling technology
IMI is tackling biofouling in naval vessels with a non-toxic, ultrasound solution developed with Sonihull, enhancing fleet availability and reducing costs.
 Back
Back
Tags
IMI is tackling biofouling in naval vessels with a non-toxic, ultrasound solution developed with Sonihull, enhancing fleet availability and reducing costs.

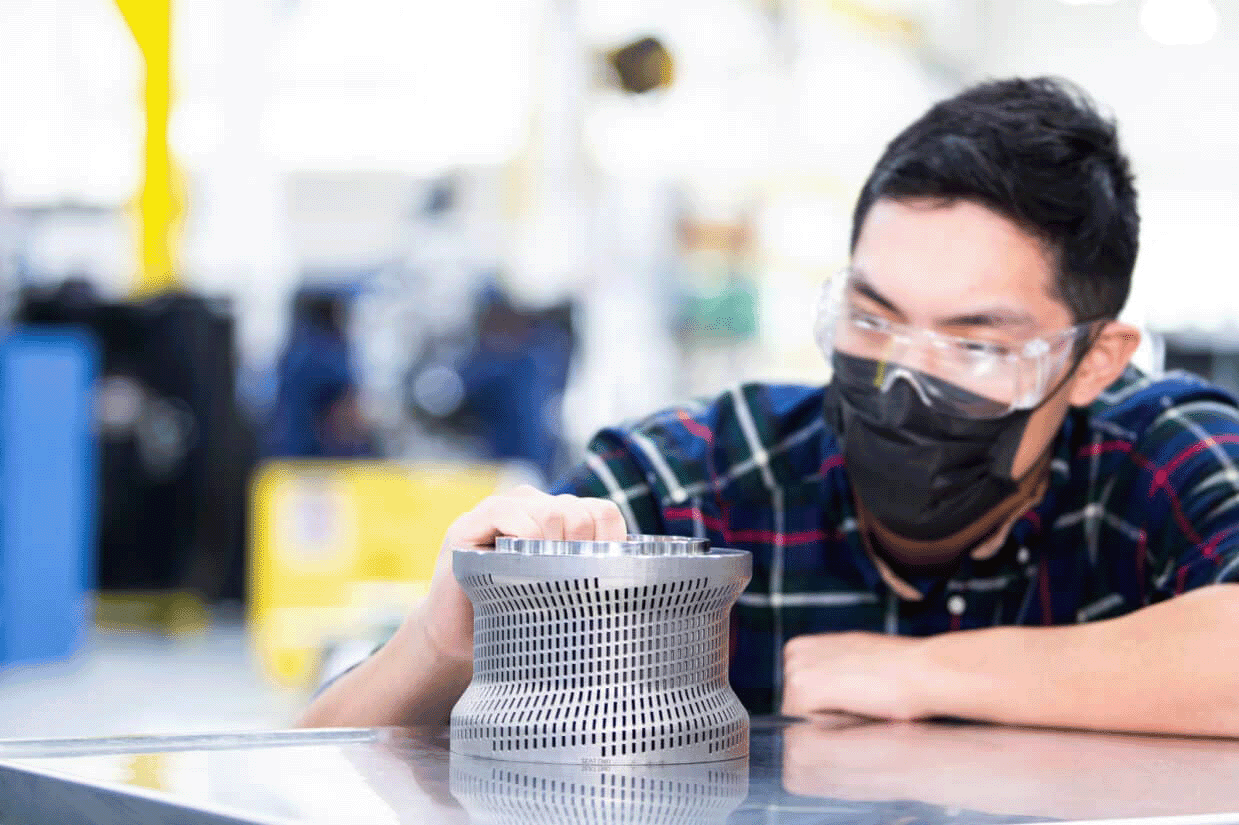
The EroSolve Metamorphic Trim solved clogging valve issues for major oil & gas producer on an offshore platform, significantly reducing OPEX.
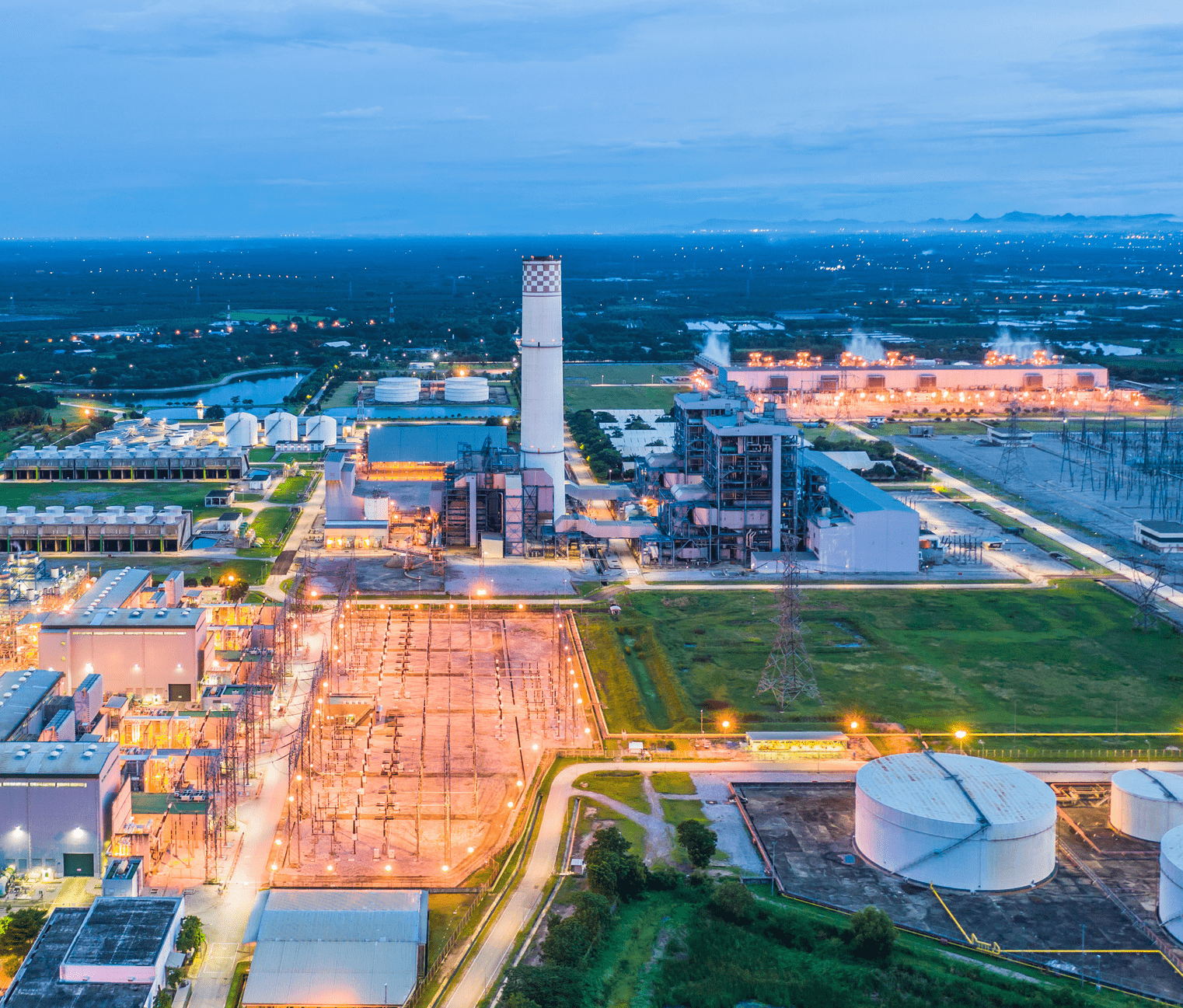
South Korean CCPP solve erosion and flashing issue in blowdown valves with EroSolve Flashing solution, reducing costs and improving safety.




Find out why our Valve Doctors™ are the key to breakthrough engineering for a better world and how they support our customers with complex engineering challenges

How DRAG® technology reshaped the industry through multi-stage pressure drop, addressing cavitation, erosion, noise and vibration issues.




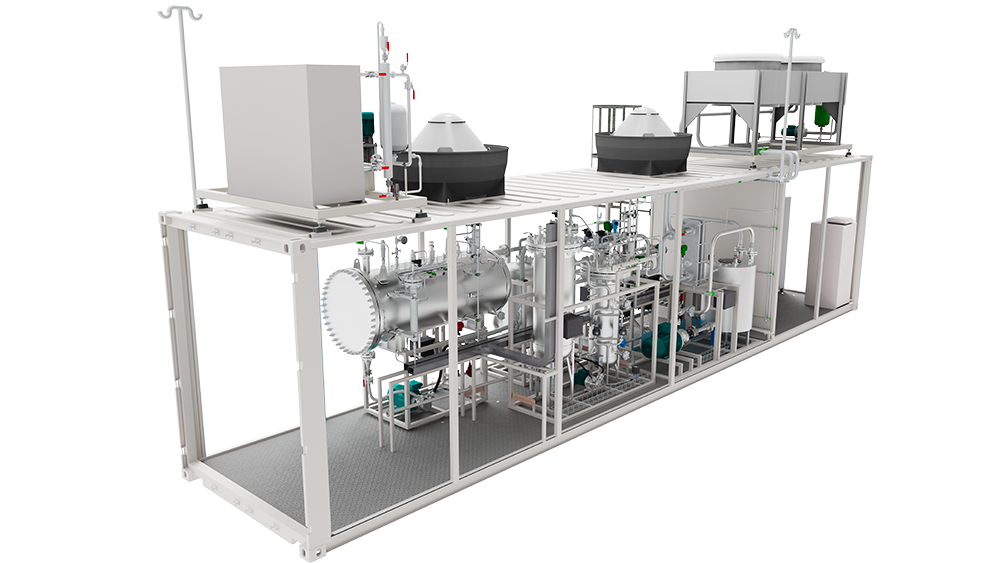
IMI expands its portfolio with electrolyser technology that generates green hydrogen from renewable energy sources.




39 results